Mancanza di riempimento e presenza di vuoti nel cordone di brasatura

Mancanza di riempimento e presenza di vuoti nel cordone di brasatura
(Esempio di brasatura tra tubo collettore in acciaio e tubi distributori in rame)
La produzione dei tubi in acciaio con lavorazioni a caldo porta alla formazione della calamina. La calamina è un ossido di colore bluastro superficiale che si forma in seguito allo shock termico al termine del processo produttivo. La causa della sua formazione è il repentino calo di temperatura dovuto al contatto con l’aria o con l’acqua.
La calamina è composta da vari strati di ossido:
- Ossido Ferroso (FeO) nel primo strato a contatto col supporto di acciaio
- Magnetite (Fe3O4) nello strato centrale
- Ematite (Fe2O3) nello strato esterno e più visibile
I diversi strati di ossido sono un ostacolo nel processo di brasatura pertanto devono essere rimossi in due fasi: prima con asportazione meccanica (sabbiatura, pajettatura, asportazione meccanica) e successivamente durante il processo di brasatura con il disossidante (come si può vedere in foto).

- Brasatura tubo collettore in acciaio con tubi distributori in rame.
- Processo a fiamma.
- Lega d’apporto a base argento BrazeTec 5600 (ISO 17672: Ag156) temperatura di lavoro 650°C
- Disossidante BrazeTec N1/T in polvere bianca (EN1045: FH10) temperatura efficace 550-800°C
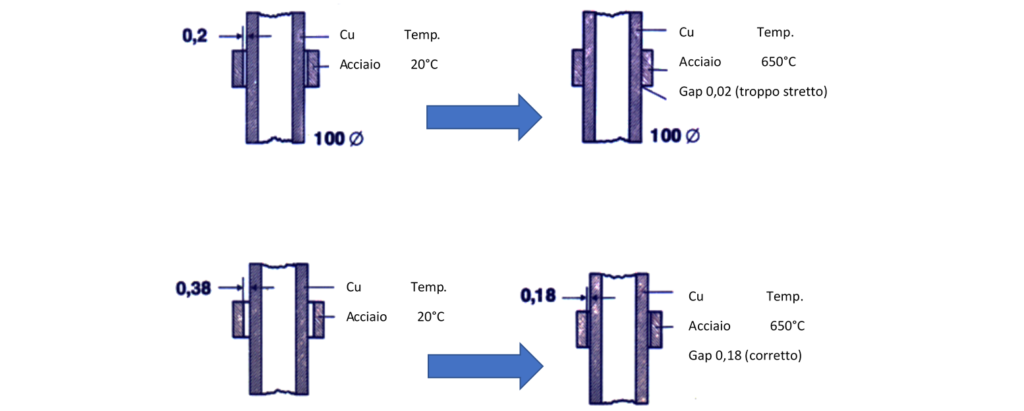
Nel giunto Fe-Cu in fase di progettazione è necessario considerare i diversi coefficienti di dilatazione termica dei due materiali in particolare quando il tubo di rame è inserito nel foro del tubo di ferro. Se ad esempio utilizziamo per la brasatura una lega d’apporto con temperatura di lavoro di 650 °C e a temperatura ambiente consideriamo un gap di accoppiamento sul diametro di 0,2 mm successivamente durante il processo di brasatura (a 650°C) il gap sarà pari a 0,02 mm a causa della dilatazione termica del rame. Il gap troppo stretto sarà insufficiente affinché il disossidante sia in quantità idonea per rimuovere l’ossido. In fase di progettazione è necessario considerare un gap di partenza più largo (0,38 mm) per poi avere alla temperatura di brasatura un valore corretto di 0,18 mm.
Difetto da sovra-riscaldamento
In generale il fenomeno della porosità è principalmente dovuto ad un eccessivo riscaldamento della lega in fase di brasatura. Ad esempio insistendo con fiamma ossidante direttamente sulla lega si innesca l’impoverimento per sublimazione dei materiali basso-fondenti (stagno e zinco) causando “secchezza” della lega. Il bagno di fusione, senza gli elementi basso-fondenti, per rimanere allo stato liquido, richiede pertanto più calore. Il risultato finale è una superficie frastagliata con porosità, mancanza di riempimento e presenza di vuoti nel cordone di brasatura.

Per una corretta esecuzione della brasatura in modo da evitare il sovra-riscaldamento si consiglia:
- non sovra-riscaldare la lega oltre la sua temperatura di liquidus
- una volta raggiunta la temperatura di liquidus non mantenerla per troppo tempo
- per brasature a fiamma non puntare la fiamma direttamente sulla lega ma farla fondere per contatto con il giunto caldo
- utilizzare una lega che contenga più silicio (>0,05%): rende la lega più pastosa comportamento più plastico favorevole per formare cordolo o tappo nei giunti brasati, sopperisce al sovra-riscaldamento
- se il pezzo è formato da acciaio-rame nel quale l’acciaio è di massa notevole rispetto al rame, insistere con la fiamma sull’acciaio in quanto il rame si riscalderà per conduzione
