Brasatura del Diamante puro o sintetico

Brasatura del Diamante puro o sintetico
La brasatura del diamante puro o sintetico è difficile ma non impossibile da realizzare. Il buon esito della brasatura dipende da molti fattori e solo le prove pratiche possono dare conferma della reale fattibilità. La lega d’apporto non si dissolve penetrando la superficie del diamante come avviene per i giunti in metallo ma l’interazione tra il diamante e lega avviene grazie a queste tre fasi:
- Contatto e bagnatura lega fusa-diamante
- Dissoluzione del carbonio del diamante nei metalli della lega
- Formazione di uno strato di carburo sulla superficie del diamante
La bagnatura dei metalli contenuti nelle leghe d’apporto composte da Ag, Cu, Sn migliora notevolmente se a tali composizioni si aggiungono metalli quali: Ti, Cr o Si. La ricetta di composizione delle leghe d’apporto arricchite di questi metalli attivatori danno origine a leghe brasanti cosiddette attive.
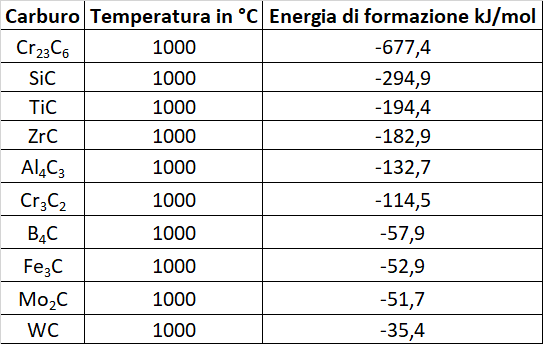
Per ottenere il processo completo e stabile di contatto-dissoluzione-formazione carburo è necessario un certo tempo che varia da 10 a 30 minuti dal momento in cui la lega d’apporto diventerà liquida e dipenderà dal tipo di lega utilizzata. Infatti, si possono avere diverse tipologie di carburi, più l’energia per la loro formazione è bassa più alto sarà il grado di interazione e formazione sulla superficie del diamante. Es. alla temperatura di 1000°C il Cr23C6 ha un’energia di formazione pari a -677,4 kJ/mol mentre alla medesima temperatura il Cr3C2 ha -114,5 kJ/mol.
Le leghe attive solitamente impiegate per la brasatura del diamante sono composte da Cu-Ag-Ti o Cu-Sn-Ti oppure Ni-Cr-B queste sono da preferire ad altre perché hanno temperature di brasature superiori ai 1100 °C preservando così il deterioramento del diamante. Leghe a base di Ni-Cr-B garantiscono una migliore resistenza all’usura e durata nel tempo mentre leghe composte da Cu-Ag-Ti o Cu-Sn-Ti sono più duttili e sopperiscono meglio agli stress termici tra il diamante e il substrato di carburo.
Materiale d’apporto
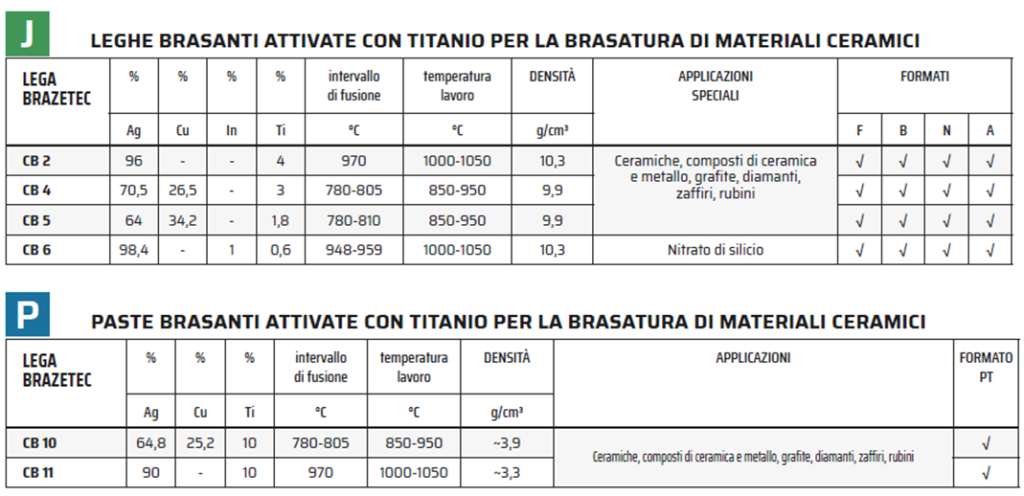
Le migliori leghe d’apporto sono leghe a base Argento (BrazeTec CB) in forma solida o pasta attivate con Ti, hanno temperature di brasatura inferiori a 1050 °C, adatte per i diamanti possono essere impiegate anche per unire anche altri tipi di giunti: materiali ceramici, grafite, zaffiri, rubini e nitrato di silicio.
Processo
Forno con atmosfera in puro argon (4.8 o purezza 99,998%) o vuoto (circa 5 x 10-4 mbar). In caso di brasatura in forno in vuoto la temperatura di brasatura non dovrebbe essere molto superiore a 900 ° C per evitare l’evaporazione di argento. Si consiglia di applicare la lega su tutta la superficie da brasare in quanto la lega presenta una capillarità contenuta con giunti in ceramica.
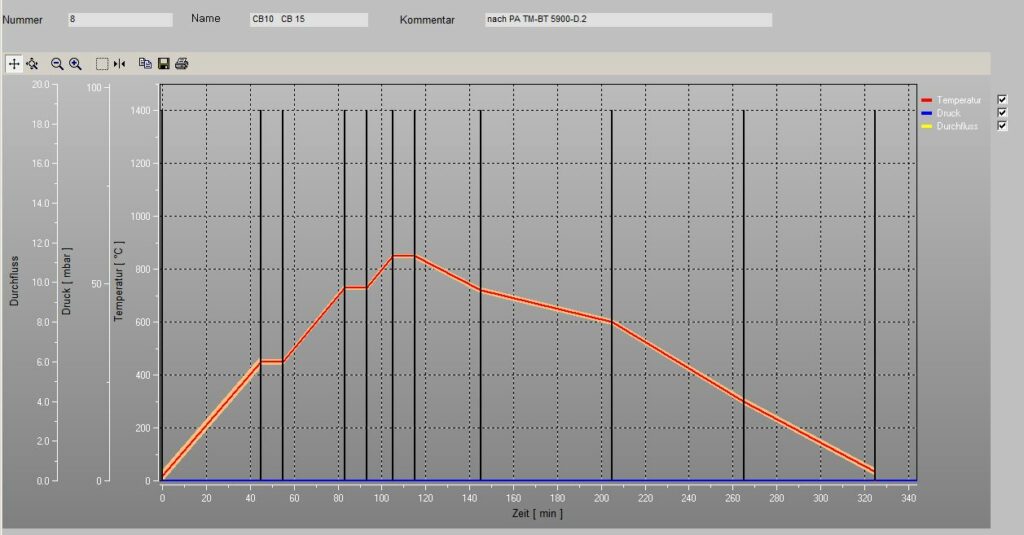
Ciclo: prevedere almeno uno step a 500 °C durante la fase di riscaldamento in modo da far evaporare i polimeri presenti nel legante della pasta successivamente continuare a riscaldare fino alla temperatura di brasatura (es. di ciclo nel grafico con pasta CB10)