Porosità

Porosità
In generale il fenomeno della porosità è principalmente dovuto ad un eccessivo riscaldamento della lega in fase di brasatura. Risaldare la lega oltre il suo punto di liquidus e per un tempo eccessivamente lungo si innesca l’impoverimento per sublimazione dei materiali basso-fondenti (es. Sn, Zn, P) causando “porosità” della lega. Il bagno di fusione, senza gli elementi basso-fondenti, per rimanere allo stato liquido, richiede di apportare più calore. Il risultato finale sarà una superficie frastagliata con porosità/soffiature, mancanza di riempimento e presenza di vuoti sul cordone di brasatura.
Per una corretta esecuzione della brasatura in modo da evitare il sovra-riscaldamento si consiglia:
- Non sovra-riscaldare la lega oltre la sua temperatura di liquidus;
- Una volta raggiunta la temperatura di liquidus non mantenerla per troppo tempo;
- Per brasature a fiamma non puntare la fiamma direttamente sulla lega ma farla fondere per contatto con il giunto caldo;
- Utilizzare una lega che contenga silicio che rende la lega più pastosa favorendo la formazione del cordone sul profilo o un tappo sui giunti brasati;
- Se il giunto è formato da acciaio-rame nel quale l’acciaio è di massa notevole rispetto al rame, insistere con la fiamma sull’acciaio in quanto il rame si riscalderà per conduzione.
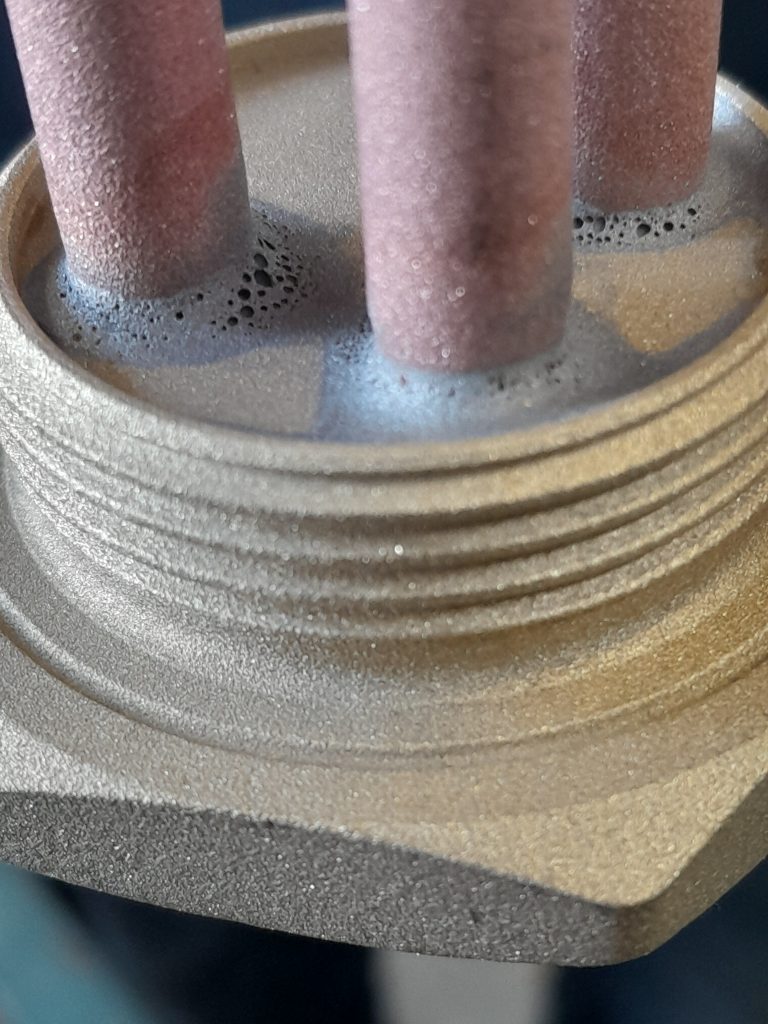
Esempio d brasatura Rame-Ottone utilizzando lega ISO17672: CuP386 + disossidante FH10
- Cu=86%
- Sn=7%
- P=7%
Questa lega è indicata per giunti statici non sottoposti a sforzi importanti, vibrazioni o importanti sbalzi di temperatura (T. operativa giunto -55/+150 °C). La formazione di evidenti discontinuità nel cordone di brasatura (porosità) come indicato è dovuto al sovra-riscaldamento degli elementi basso fondenti che compongo la lega ovvero Stagno e Fosforo che sublimando lasciano dei vuoti nel bagno di fusione.