GAP ideali nei giunti brasati
GAP ideali nei giunti brasati
Uno dei parametri più importanti da prevedere in fase di progettazione è la dimensione del gap tra i giunti da unire. Lo spazio tra i due giunti è detto anche meato. Il gap ideale per sfruttare al massimo la pressione di capillarità è compreso tra 0,05 e 0,2 mm, oltre questi limiti la brasatura è possibile ma a determinate condizioni. Esistono precisi gap in funzione della famiglia di leghe basanti utilizzate (vedi tabella).
| Famiglia di leghe brasanti | Gap ideale in mm |
| Leghe base Al-Si | 0,15-0,61
*(se la lunghezza del giunto è minore di 6 mm il gap consigliato è 0,12-0,75 mm. Se oltre i 6 mm il gap consigliato è 0,25-0,60 mm) |
| Leghe base Mg | 0,10-0,25 |
| Leghe base Cu | 0,00-0,05 |
| Leghe base Cu-P | 0,03-0,13 |
| Leghe base Cu-Zn | 0,05-0,13 |
| Leghe base Ag | 0,05-0,13 |
| Leghe base Au | 0,03-0,13 |
| Leghe base Ni-P | 0,00-0,03 |
| Leghe base Ni-Cr | 0,03-0,61 |
| Leghe base Pd | 0,03-0,10 |
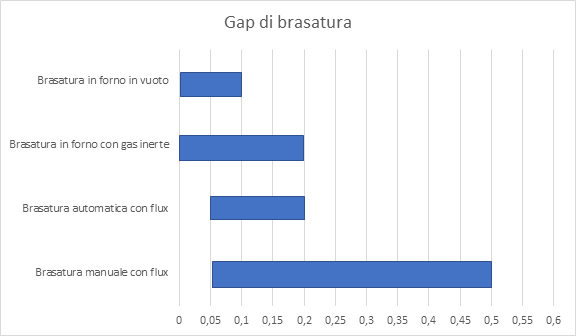
Per meati con dimensioni inferiori a 0,05 mm lo spazio è insufficiente per contenere la quantità minima di disossidante necessario per rimuovere l’ossido superficiale, pertanto, la brasatura può essere realizzata solo in forno con atmosfera controllata o vuoto. Per gap oltre i 0,5 mm la forza di capillarità diminuisce moltissimo quindi la brasatura può avvenire solo a fiamma con cannello manuale perché è un processo in cui è possibile dosare il calore opportunamente, sfruttare il principio di sensibilità al calore e la capillarità (vedi figura).