La brasatura a cannello è detta anche brasatura con gas in quanto utilizza il calore di una fiamma ottenuta dall’unione di un gas con l’ossigeno; si esegue sia con torce manuali che con bruciatori automatici e rappresentano il processo più diffuso nel settore delle manutenzioni e riparazioni di tubi di piccolo diametro o manufatti leggeri. L’impianto di brasatura a cannello è facilmente trasportabile, ha un basso costo e permette di eseguire la brasatura in tutte le posizioni anche se il massimo spessore di materiale economicamente conveniente è attorno ai 6 mm.
Il cannello è lo strumento che permette di miscelare al suo interno il combustibile e il comburente; è solitamente in ottone con rubinetti di comando e punte o lance di varie dimensioni o forme (biforcute per un riscaldamento più veloce e uniforme) con cui se ne varia la portata dei gas. La potenza del cannello si misura in l/h di combustibile bruciato, tale parametro dipende dal tipo di punta adottata e dalla temperatura di brasatura a cui il giunto deve essere riscaldato.
Per l’accensione si provvederà dapprima all’apertura del rubinetto dell’ossigeno (1-4 bar) e quindi avvicinandolo ad una fiamma di aprirà il getto dell’acetilene (0,3-1 bar) invertendo la sequenza delle operazioni si avrà una fiamma fuligginosa che essendo scarsa di ossigeno sporcherà l’ugello. La regolazione deve essere tale da ottenere una fiamma stabile e morbida, in particolare si aumenterà di poco l’ossigeno con la conseguente riduzione del dardo azzurro al centro della fiamma poi si aumenterà il flusso di acetilene ottenendo l’allungamento della fiamma e del dardo azzurro. Ripetendo la regolazione più volte si otterrà una fiamma che può variare in lunghezza da 15-20 mm fino a 60-100mm a seconda del cannello.
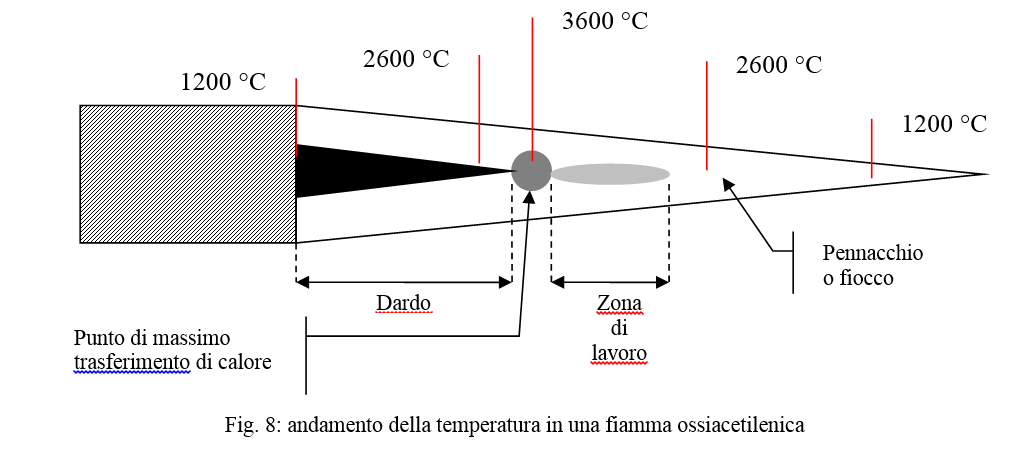
La fiamma è costituita da diverse zone (fig. 8): 1) il dardo di colore bianco abbagliante situato in prossimità della punta in cui si ha la combustione primaria dei gas con la formazione di ossido di carbonio, idrogeno e calore; 2) zona di brasatura in cui i gas della prima combustione a contatto con l’ossigeno presente nell’aria si ossidano ulteriormente trasformandosi in CO2 e H2O e raggiungendo la temperatura massima; 3) fiocco o pennacchio è un’area luminosa dovuta alla luce emessa dai gas e dai vapori alle alte temperature costituita essenzialmente dai prodotti finali della combustione (azoto e ossigeno atmosferico in eccesso).
Il ritorno di fiamma è un fenomeno che si verifica a causa del surriscaldamento od ostruzione della punta del cannello; la combustione si sposta all’interno del cannello dando luogo a detonazioni fino allo spegnimento. Si deve spegnere prima l’acetilene poi l’ossigeno quindi procedere al raffreddamento in acqua lasciando una piccola erogazione di ossigeno e pulire la punta con materiali in ottone e non ferro per non danneggiarla. L’impianto per la brasatura a cannello richiede inoltre alcuni accessori quali: bombole, riduttori di pressione, valvole di sicurezza, tubazioni flessibili, economizzatore, pannelli parafiamma, aspiratori di fumi, guanti e occhiali protettivi.
Regolazione della fiamma
La regolazione della fiamma in brasatura si effettua tramite la rotazione dei rubinetti del gas e dell’ossigeno posti sull’impugnatura del cannello.
La regolazione può essere di tipo Carburante/Riducente ovvero con un eccesso di gas combustibile, in questo caso la fiamma si allunga ed ha una forma irregolare, tende ad avvolgere il pezzo. Questo tipo di fiamma è una delle possibili regolazioni nel processo di brasatura, è apprezzata perché preserva la superfice del pezzo dalla ri-ossidazione.

La regolazione di tipo neutro prevede lo stesso volume di gas combustibile e ossigeno comburente, la lunghezza della fiamma è inferiore rispetto alla fiamma carburante mentre la forma è più definita. Anche questo tipo di fiamma è una delle possibili regolazioni consigliate nel processo di brasatura.

La regolazione di tipo ossidante prevede un eccesso di ossigeno. La fiamma risulta molto corta con il dardo poco pronunciato. La si riconosce anche dal “fischio” che è prodotto da questo tipo di regolazione che nel processo di brasatura è sconsigliata sia per l’apporto di ossigeno (quindi ossidazione) sulla superficie del pezzo, sia per la difficoltà di utilizzo.
