Rimozione degli ossidi nella brasatura
Rimozione degli ossidi nella brasatura
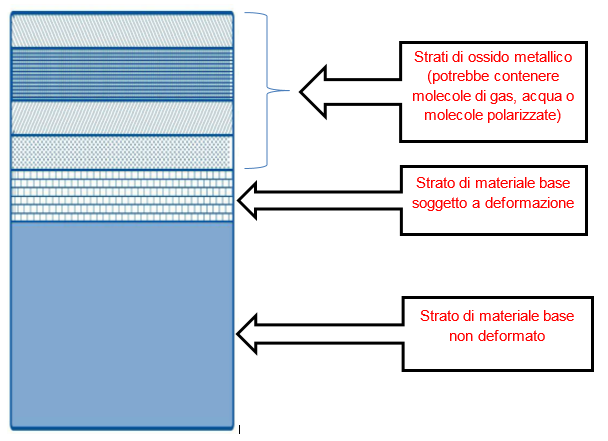
L’ossido metallico è un composto di ossigeno e metallo che si forma naturalmente a temperatura ambiente sulle superfici dei metalli base esposti ad atmosfere contenenti ossigeno. La sua struttura può essere un reticolo cristallino di forma compatta con legami complessi difficili da rompere (es. allumina) o porosa contenente molecole di gas, acqua o sullo strato più superficiale molecole polarizzate.
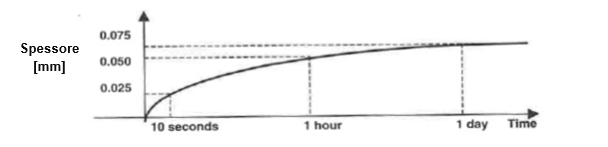
Lo strato di ossido sottoposto a riscaldamento in aria aumenta il suo spessore secondo un andamento esponenziale nel tempo (grafico curva di accrescimento).
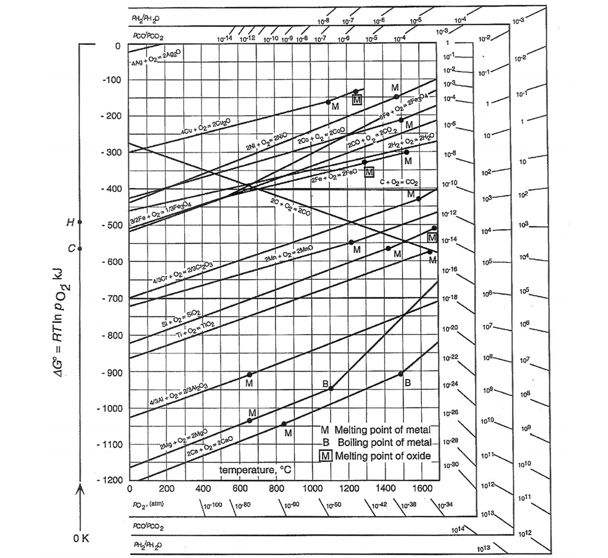
Gli ossidi non sono tutti uguali: esistono ossidi molto stabili che necessitano di una maggiore quantità di energia per essere rimossi rispetto ad altri. Il diagramma di Ellingham, riportato, è un grafico cartesiano che mette in relazione l’energia libera e la temperatura delle reazioni di formazione degli ossidi metallici a partire dagli elementi base. Gli ossidi più tenaci da rimuovere sono posizionati nella parte bassa del grafico (es. ossido di Mg, ossido di Al, ossido di Ti), nella parte alta si trovano ossidi più facilmente rimuovibili (es. ossido di Cu, ossido di Fe, ossido di Ni).
Il disossidante ha il compito di svolgere 3 azioni principali: 1) rimuovere l’ossido superficiale, 2) proteggere il materiale base e il bagno dalla ri-ossidazione, 3) permettere ai residui post brasatura di essere rimossi. La prima fase può essere svolta da diversi composti a base fluoro o boro (es. tetrafluoroborato, metaborato, fluoruro), la seconda fase può essere svolta principalmente da composti a base boro in quanto riescono a creare una struttura vetrosa durante il processo di riscaldamento che permette di proteggere il giunto dalla ri-ossidazione, la terza fase è agevolata da composti del fluoro che favoriscono la fluidità della lega in quanto hanno maggior potere disossidante rispetto ai composti di boro e anche del H3BO3 che spesso è aggiunto ai flux per la rimozione della struttura vetrosa residuo del processo di brasatura.
 I disossidanti per la brasatura forte si attivano con il calore alla temperatura di circa 500 °C (solitamente un buon disossidante deve essere attivo a 50°C in meno rispetto alla temperatura di brasatura della lega), hanno una durata di protezione alla ri-ossidazione variabile (da pochi minuti fino a 10-15 min.) a seconda del tipo di disossidante e dalla temperatura di brasatura al quale è sottoposto. Ogni disossidante ha un intervallo di temperatura efficace: dalla temperatura di attivazione alla temperatura massima (da 750 a 1100 °C a seconda del flux) oltre la quale le sue prestazioni degradano moltissimo, la sua resistenza al calore si esaurisce e il disossidante si “brucia” lasciando residui difficili da rimuovere.
I disossidanti per la brasatura forte si attivano con il calore alla temperatura di circa 500 °C (solitamente un buon disossidante deve essere attivo a 50°C in meno rispetto alla temperatura di brasatura della lega), hanno una durata di protezione alla ri-ossidazione variabile (da pochi minuti fino a 10-15 min.) a seconda del tipo di disossidante e dalla temperatura di brasatura al quale è sottoposto. Ogni disossidante ha un intervallo di temperatura efficace: dalla temperatura di attivazione alla temperatura massima (da 750 a 1100 °C a seconda del flux) oltre la quale le sue prestazioni degradano moltissimo, la sua resistenza al calore si esaurisce e il disossidante si “brucia” lasciando residui difficili da rimuovere.
I residui di disossidante sono idrosolubili ovvero possono essere rimossi con acqua; nei casi in cui siano comunque persistenti è possibile utilizzare acqua calda e sfregamento meccanico. In alcuni casi specifici si può far ricorso agli ultrasuoni, decapaggi acidi oppure a vere e proprie lavorazioni superficiali (es. sabbiatura).